Kontrollera först
Inspektera remmen för ovanliga förhållanden eller slitageskador före start.
Inspektera och se till att kontaktledningsnedsättningen på bältets botten är i rätt läge.
Om transportören använder spänningsjusteringen, kontrollera den och se till att remspänningen inte är för hårt spänn.Överskrid inte den hållfasthet som bandet kan uthärda, med undantag för den tryckta transportören.
Kontrollera alla stödrullar och se till att de är i gott roterande skick.
Kontrollera drevet/mellandrevet för överdrivet slitage
Kontrollera skarvläget mellan kedjehjul och remmen för att ta bort alla föremål som fastnat inuti.
Kontrollera alla nötningslister och håll ner skenorna för eventuella ovanliga eller överdrivna slitageskador.
Kontrollera både driv- och tomgångsaxlar och se till att de är integrerade med transportbandet.
Kontrollera alla positioner som krävdes för att smörjas och se till att de är i normala förhållanden.
Kontrollera alla positioner som krävdes för att rengöras av transportörsystemet.
Rengöring Betydelse
Vid rengöring av bältet är det nödvändigt att undvika att använda rengöringsmedlet som innehåller frätande ingredienser.
Även om det är effektivt och användbart att använda tvättmedlet för att tvätta ur smutsen;det kan emellertid också påverka bältets plastmaterial och till och med förkorta bältets livslängd.
HONGSBELT seriella produkter för transportband är i grunden utformade med enkla rengörings- och dräneringsfunktioner;därför är det det lämpligaste sättet att rengöra bälten med högtrycksvatten eller tryckluft.
Dessutom är det nödvändigt att rengöra smuts och andra splittrade föremål från botten eller inre delen av transportören.Se till att maskinen stänger av strömmen för att undvika risk för skador.I vissa applikationer för livsmedelstillverkning finns det fuktigt mjöl, sirap eller andra kvarvarande föremål som faller in i transportörsystemet och resulterar i förorening av transportören.
Vissa föroreningar som damm, grus, sand eller klippor kan också påverka transportörsystemet för att stöta på allvarliga problem.Därför är den rutinmässiga eller periodiska rengöringen av transportörsystemet det väsentliga jobbet för att hålla utrustningen under normala förhållanden.
Underhåll
Den rutinmässiga eller periodiska undersökningen av transportören är främst för att förhindra några ovanliga problem och hjälpa dig att underhålla transportören innan felsituationerna uppstår.Generellt sett kan användare kontrollera slitaget genom visuell inspektion och bestämma om det är nödvändigt att fortsätta med underhåll eller byte eller inte.Se Felsökning i menyn till vänster för underhåll och utbyte.
Transportbandet har en viss livslängd vid regelbunden användning;garantin för HOGSBELT transportband är 12 månader.Efter lång tids användning kommer bältet att vara utslitet, böjas på grund av överbelastning eller förstorat avstånd.Av alla skäl som nämndes ovan kommer att resultera i fel ingrepp mellan remmen och kedjehjulen.Det är nödvändigt att underhålla eller byta ut bältet vid den tidpunkten.
Under transportörens drift kommer transportbandet, nötningslisterna och kedjehjulen att slitas spontant.Om det finns någon nötningssituation på transportbandet rekommenderar vi att man byter ut dem mot nya bandtillbehör för att hålla transportören i drift under normala förhållanden.
Generellt, när transportören behöver bytas ut mot det nya bandet, rekommenderar vi starkt att nötningslisterna och kedjehjulen byts ut samtidigt.Om vi försummar någon av dem, kan det öka nötningsskadorna på bältet och förkorta livslängden för bältet och tillbehören.
Oftast behöver HONGSBELT transportband bara byta ut nya bandmoduler med skadeläget, det behöver inte byta hela bandet.Ta bara isär den skadade delen av bandet och byt ut dem mot nya moduler, så kan transportören enkelt återgå till drift.
Säkerhet och varning
När transportbandet är i drift finns det flera farliga positioner som operatörer, användare och underhållspersonal måste vara uppmärksamma på.Speciellt den drivna delen av transportören kan klämma fast eller skada människokroppen;därför måste alla ha rätt utbildning och utbildning av transportörer i förväg.Det är också nödvändigt att märka ut de farliga varningarna och indikeringen på faropositionen med speciell färg eller varningsskyltar, för att förhindra att en oavsiktlig risk uppstår under transportörens drift.
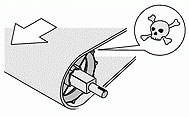
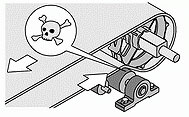
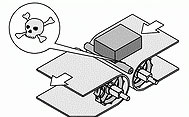
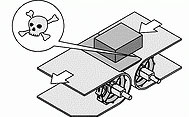
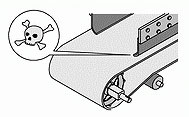
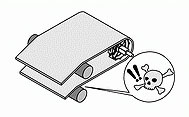
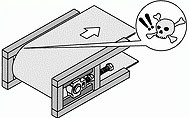
Indikering av farlig position
▼ Positionen där drivhjulet är i ingrepp med remmen.
▼ Positionen som returvägsrullens kontakt med bältet.
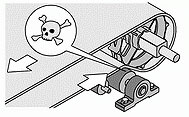
▼ Positionen där mellanhjulets kedjehjul gick i ingrepp med remmen.
▼ Mellanrum i överföringspositionen mellan transportörer.
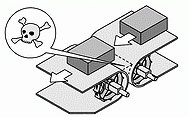
▼ Intervallet mellan transportörer med överföringsrulle.
▼ Intervallet mellan transportörer med en död platta.
▼ Den position som bältet kom i kontakt med sidoskydd.
▼ Bakåtböjningsradieläget i bärväg.
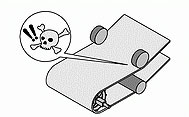
▼ Bakåtböjningsradieläget i returväg.
▼ Positionen där bälteskanten kom i kontakt med ramen.
Bältet går sönder
| Anledning | Lösningsmetod |
| Strömavbrott under transport av stora mängder produkter, medan strömmen slås på igen, startar transportören snabbt med full belastning, den starka dragspänningen orsakar transportbandet att gå sönder. | Ta bort bärprodukter från bältet och byt ut de nya modulerna vid det trasiga området, starta sedan upp systemet igen. |
| Hinder finns mellan transportörens ram och band, såsom att lossa skruvar eller distanser till bärande nötningslister.Dessa kan orsaka överbelastning och skada transportbandet. | Eliminera hinder och justera kontaktgapet mellan transportörens ram och bandet. |
| Bakåtböjningsradiepositionen fastnade av främmande föremål i springan mellan plastbältesmoduler. | Se tillbakaböjningsradie i kapitlet Lutnings- eller Nedgångsdesign. |
| Avvikelse i remkörningen orsakar destruktivitetshinder, såsom en onormal stöt eller kontakt med fästskruvar på maskinens ram. | Kontrollera maskinramen helt och hållet och övervaka eventuella onormala slakande tillstånd, särskilt på de fästskruvarna. |
| Stavar ramlar av från låshålet, ledde till att gångjärnsstängerna kom ut från transportbandets kant och klämde fast den inre ramen på maskinkroppen. | Byt ut de skadade transportbandsmodulerna, gångjärnsstängerna och låsstavarna.och kontrollera alla onormala tillstånd noggrant. |
| Bakåtböjningsradievinkeln är för snäv vilket resulterar i skador på grund av komprimerande hinder. | Se tillbakaböjningsradie i kapitlet Lutnings- eller Nedgångsdesign |
Dåligt engagemang
ha på sig
| Anledning | Lösningsmetod |
| Det finns en vinkelavböjning av transportörens ram. | Justera strukturen på transportören. |
| Slitlister monteras inte parallellt med transportörens ram. | Justera strukturen på transportören. |
| Inget lämpligt avstånd reserverades för bandbredden och sidoramen på transportören | Se Basic Dimension i kapitlet Design Specification. |
| Miljön för transportördrift har stora temperaturförändringar i termisk expansion och sammandragning. | Se Expansionskoefficient i kapitlet Design Specifikation. |
| Mittkedjehjulet låser inte exakt i mittläget på transportörens driv-/ledaxel | Ta isär kedjehjulet från axeln och återställ det till axelns exakta mittposition. |
| Den mittra raka linjen på transportbandet griper inte ordentligt in i mittkedjehjulet. | Justera strukturen på transportören för korrekt ingrepp. |
Ovanligt ljud
| Anledning | Lösningsmetod |
| Deformationen av transportörstrukturen gör att kedjehjulsnavet inte kan ha korrekt ingrepp med det avsmalnande utrymmet under transportbandets yta. | Justera driv-/ledaxeln 90 grader mot transportörens ram. |
| För det helt nya transportbandet finns det några grader kvar på plastmodulerna efter injektionsformning. | Detta kommer inte att påverka remmens funktion, graderna försvinner efter långvarig drift. |
| Kedjehjul och transportbandet är överdriven nötning eller själva remmen överdriven nötning. | Byt ut nya kedjehjul eller nytt transportband. |
| Det stödjande läget för transportbandet använder inte material med låg friktionskoefficient för att tillverka stödjande distanser. | Byt ut de stödjande distanserna som var gjorda av plastmaterial med låg friktionskoefficient. |
| Transportörens ram har lossnat. | Kontrollera hela transportörens ram och fäst varenda skruvbult. |
| Andra föremål som fastnar i modulernas fogspalter har hittats. | Ta bort de andra föremålen och rengör bältet. |
| På grund av temperaturvariationen har transportbandet en stor förändring i termisk expansion och kontraktion. | Se Temperaturområde för bandmaterial och välj det transportband som är lämpligt att applicera i det specifika temperaturområdet. |
Darra
| Anledning | Lösningsmetod |
| Intervallet mellan returrullarna är för långt. | För att justera ett korrekt intervall mellan rullarna, se Catenary Sag-tabellen i kapitlet Remlängd och spänning. |
| Överdriven kurva av kontaktledningsnedhängning i returvägen kan göra att kontaktvinkeln mellan kontaktledningsnedhängningspositionen och returvägsrullarna blir brant.Det skulle resultera i remmens stigningsrörelse och det mellanliggande kedjehjulet kan inte absorbera spänningen i returvägen smidigt.Bältet kommer att fungera i darrande tillstånd. | För att justera ett korrekt intervall mellan rullarna, se Catenary Sag Table i kapitlet InclLength & Tension. |
| Felaktig skarvning av nötningslister och fasthållningsskenor skulle påverka bältets funktion. | Justera eller sätt tillbaka hållskenorna.Skenorna i bältes ingång måste bearbetas till inverterad triangel. |
| Det finns ett för stort fall i vinkeln på kopplingspositionen mellan driv-/mellanaxeln och stödpositionen. | Se Basic Dimension i kapitlet Design Specification. |
| Bältets bakåtböjningsradie följer inte konstruktionens minimiradiebegränsning. | Se Backbend Radius Ds i kapitlet Incline or Decline Design. |
| Diametern på returrullarna eller nötningslisterna är för liten;det skulle resultera i deformation av nötningslisterna. | Se Returvägsrullar i kapitlet Returvägsstöd. |
| Returspänningen på bältet stämmer inte helt överens med bältets bärvägsspänning. | Justera spänningen ordentligt, det kan också antingen öka eller minska längden på transportbandet. |
| EASECON svängtransportband har för stor inre radie. | Justera transportbandets spänning ordentligt enligt ovan, eller byt direkt ut hållskenorna mot materialet med låg friktionskoefficient som teflon eller polyacetal.Användning av tvålvätska eller smörjmedel på insidan av nedhållsskenor, övre nötningslister och nedre nivå är också tillgängligt.Denna metod kan vara till hjälp för att lösa problemet. |
Ytärr
| Anledning | Lösningsmetod |
| Oförsiktig skärning av knivarbetet lämnade några djupa ärr på bältets yta. | Sandpapper bältets yta slät.Om bältets struktur har allvarliga skador, byt ut den skadade positionen med nya moduler. |
IQF
| Anledning | Lösningsmetod |
| Fel i driften av transportörens start av individuell snabbfrysningsprocedur, och bandmoduler fastnar av extrem kyla, skulle resultera i den starka spänningen när systemet startar;det är överdrivet högre än den draghållfasthet som transportbandet kan uthärda. | Se till att systemet startar med korrekt procedur och byt ut nya moduler vid det trasiga området;starta sedan transportören enligt korrekt procedur.Se Låg temperatur i kapitlet Supportmetod. |
| Bandets längd är för kort och den kommer att brista på grund av den termiska expansionen och sammandragningen. | Se Expansionskoefficienten i kapitlet Design Specifikation för att beräkna den exakta remlängden som krävs. |
| Bred kontaktyta mellan nötningslisterna och transportbandet kommer att orsaka att isen hopar sig. | Välj smalare nötningslister för att minska kontaktytan, se Låg temperatur i kapitlet Stödmetod. |
| Stor temperaturvariation av termisk expansion och sammandragning kommer att resultera i att transportörens ram deformeras och vrids. | Under tillverkningen av den integrerade transportören bör anslutningsenheten för den längsgående ramen hålla minst 1,5 M avstånd. |